Mikro-Wasserstrahl-geführte Laserbearbeitungsmaschine

Detailliertes Diagramm
Einführung
Da die Fertigung immer höhere Präzision und Produktivität verlangt,Wasserstrahlgeführter Laser (WJGL)Die Technologie gewinnt sowohl in der Praxis als auch im Markt zunehmend an Bedeutung. In High-End-Branchen wie der Luft- und Raumfahrt, der Elektronik, der Medizintechnik und der Automobilindustrie gelten strenge Anforderungen an Maßgenauigkeit, Kantenqualität, Wärmeeinflusszonenkontrolle und den Erhalt der Materialeigenschaften. Konventionelle Verfahren wie die mechanische Bearbeitung, das thermische Schneiden und die Standard-Laserbearbeitung stoßen häufig an ihre Grenzen, da sie mit übermäßiger thermischer Belastung, Mikrorissen und begrenzter Kompatibilität mit hochreflektierenden oder wärmeempfindlichen Materialien zu kämpfen haben.
Um diese Einschränkungen zu überwinden, führten die Forscher einen Hochgeschwindigkeits-Mikrowasserstrahl in den Laserprozess ein und entwickelten so WJGL. In dieser Konfiguration dient der Wasserstrahl gleichzeitig alsStrahlführungsmediumund eineffektives Kühl-/SchmutzentfernungsmediumDadurch wird die Schnittqualität verbessert und die Materialanwendbarkeit erweitert. Konzeptionell stellt WJGL eine innovative Hybridtechnologie aus traditioneller Laserbearbeitung und Wasserstrahlschneiden dar und bietet eine hohe Energiedichte, hohe Präzision und deutlich reduzierte thermische Schäden – Eigenschaften, die ein breites Spektrum an Präzisionsfertigungsanwendungen unterstützen.

Funktionsprinzip des wasserstrahlgeführten Lasers
Wie in Abb. 1 dargestellt, besteht das zentrale Konzept von WJGL darin, Laserenergie durch einen kontinuierlichen Wasserstrahl zu übertragen, der effektiv als „flüssige optische Faser“ fungiert. In herkömmlichen optischen Fasern wird Licht durch … geführt.Totalreflexion (TIR)aufgrund des Brechungsindexunterschieds zwischen Kern und Mantel. WJGL nutzt denselben Mechanismus an derWasser-Luft-GrenzflächeWasser hat einen Brechungsindex von ungefähr1,33, während Luft etwa1,00Bei geeigneter Einkopplung des Lasers in den Wasserstrahl bewirkt die Totalreflexion, dass der Strahl innerhalb der Wassersäule eingeschlossen wird, was eine stabile, divergenzarme Ausbreitung in Richtung der Bearbeitungszone ermöglicht.
Abb. 1 Bearbeitungseigenschaften des wasserstrahlgeführten Lasers (schematisch)

Düsenkonstruktion und Mikrostrahlbildung
Für eine effiziente Lasereinkopplung in den Strahl ist eine Düse erforderlich, die einen stabilen, kontinuierlichen, nahezu zylindrischen Mikrostrahl erzeugt und gleichzeitig den Laser unter einem geeigneten Winkel eintreten lässt, um die Totalreflexion an der Wasser-Luft-Grenzfläche aufrechtzuerhalten. Da die Strahlstabilität maßgeblich die Strahlübertragungsstabilität und die Fokussierungskonsistenz bestimmt, basieren WJGL-Systeme typischerweise auf präziser Fluidsteuerung und sorgfältig entwickelten Düsengeometrien.
Abbildung 2 zeigt typische Strahlzustände, die von verschiedenen Düsentypen (z. B. Kapillardüsen und verschiedenen konischen Düsen) erzeugt werden. Die Düsengeometrie beeinflusst die Strahlkontraktion, die stabile Länge, die Turbulenzentwicklung und die Kopplungseffizienz – und wirkt sich somit auf die Bearbeitungsqualität und Wiederholgenauigkeit aus.
Wasser zeigt zudem wellenlängenabhängige Absorption und Streuung. Im sichtbaren und nahinfraroten Bereich ist die Absorption relativ gering, was eine effiziente Transmission ermöglicht. Im Gegensatz dazu nimmt die Absorption im fernen Infrarot- und Ultraviolettbereich zu, weshalb die meisten WJGL-Implementierungen im sichtbaren bis nahinfraroten Spektralbereich arbeiten.
Abb. 2 Düsenstrukturen zur Mikrostrahlerzeugung: (a) Verengungsschema; (b) Kapillardüse; (c) konische Düse; (d) obere konische Düse; (e) untere konische Düse

Wichtigste Vorteile von WJGL
Zu den traditionellen Bearbeitungsverfahren zählen mechanisches Schneiden, thermisches Schneiden (z. B. Plasma-/Flammenschneiden) und konventionelles Laserschneiden. Die mechanische Bearbeitung basiert auf Kontakt; Werkzeugverschleiß und Schnittkräfte können Mikroschäden und Verformungen verursachen, was die erreichbare Präzision und Oberflächengüte einschränkt. Thermisches Schneiden ist effizient für dicke Bauteile, führt aber typischerweise zu großen Wärmeeinflusszonen (WEZ), Eigenspannungen und Mikrorissen, die die mechanischen Eigenschaften beeinträchtigen. Die konventionelle Laserbearbeitung ist zwar vielseitig, kann aber bei hochreflektierenden oder wärmeempfindlichen Materialien ebenfalls relativ große WEZ und instabile Ergebnisse aufweisen.
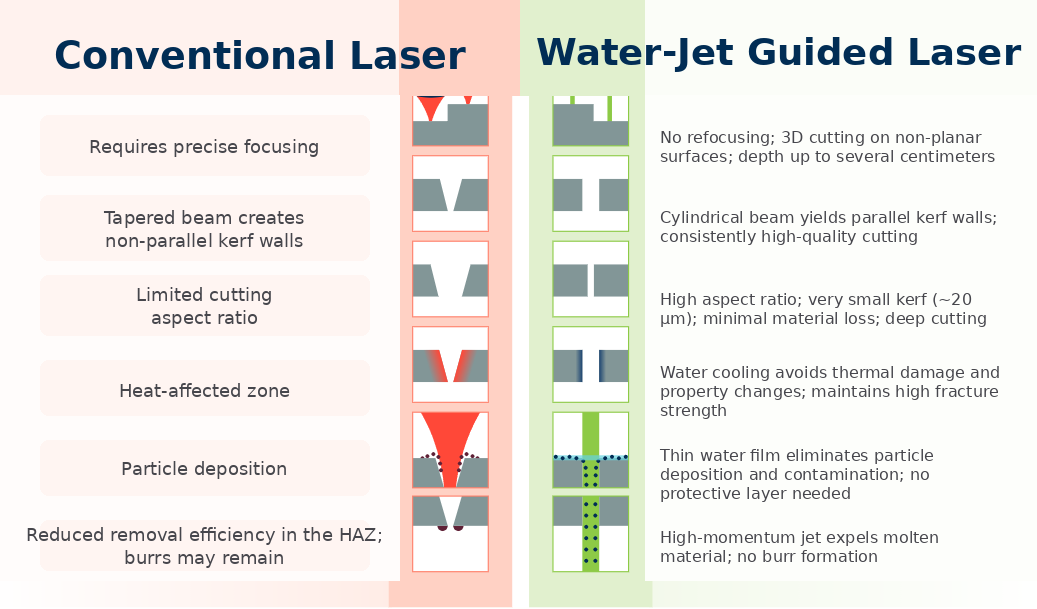
Wie in Abb. 3 zusammengefasst, nutzt WJGL Wasser als Übertragungsmedium und gleichzeitig als Kühlmittel, wodurch die Wärmeeinflusszone deutlich reduziert und Verformungen sowie Mikrorisse unterdrückt werden. Dies führt zu einer verbesserten Präzision und Kanten-/Oberflächenqualität (siehe Abb. 4). Die Vorteile lassen sich wie folgt zusammenfassen:
-
Geringe thermische Schädigung und verbesserte QualitätDie hohe spezifische Wärmekapazität und der kontinuierliche Wasserfluss führen zu einer schnellen Wärmeabfuhr, wodurch die Wärmestauung begrenzt und die Mikrostruktur sowie die Eigenschaften erhalten bleiben.
-
Verbesserte Fokussierstabilität und EnergieausnutzungDie Begrenzung innerhalb des Strahls reduziert Streuung und Energieverluste im Vergleich zur Ausbreitung im freien Raum und ermöglicht so eine höhere Energiedichte und eine gleichmäßigere Bearbeitung – ideal geeignet für Feinschneiden, Mikrobohren und komplexe Geometrien.
-
Saubererer und sichererer BetriebDas Wassermedium fängt Dämpfe, Partikel und Ablagerungen auf und entfernt sie, wodurch die Luftverschmutzung reduziert und die Sicherheit am Arbeitsplatz verbessert wird.
Abb. 3 Vergleich zwischen konventioneller Laserbearbeitung und WJGL
Abb. 4 Vergleich typischer Schneid- und Bohrtechnologien

Anwendungsgebiete
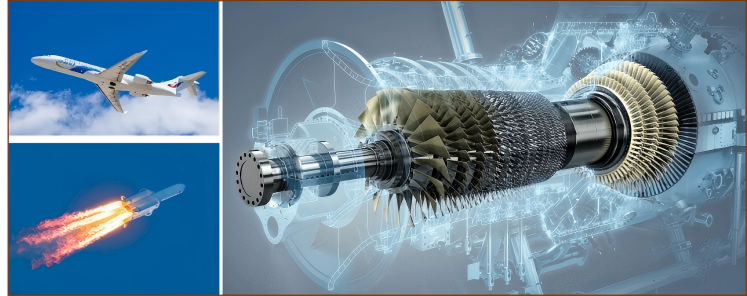
1) Luft- und Raumfahrt
Komponenten für die Luft- und Raumfahrt werden häufig aus Hochleistungswerkstoffen wie Titanlegierungen, Nickelbasislegierungen, CFK, CMC und Keramik gefertigt, deren Bearbeitung unter Gewährleistung von Präzision und Effizienz eine Herausforderung darstellt. Dank seiner hohen Energiedichte und effektiven Kühlung ermöglicht WJGL präzises Schneiden mit reduzierter Wärmeeinflusszone (WEZ), minimiert Verformungen und Materialverschlechterungen und unterstützt so die Fertigung zuverlässigkeitskritischer Bauteile.
2) Medizinprodukte
Die Herstellung von Medizinprodukten erfordert höchste Präzision, Reinheit und Oberflächenintegrität, beispielsweise für minimalinvasive Instrumente, Implantate und diagnostische/therapeutische Geräte. Durch Kühlung und Reinigung der Bearbeitungszone mit Wasserfluss reduziert WJGL thermische Schäden und Oberflächenverunreinigungen, verbessert die Konsistenz und fördert die Biokompatibilität. Zudem ermöglicht es die präzise Fertigung komplexer Geometrien für kundenspezifische Geräte.

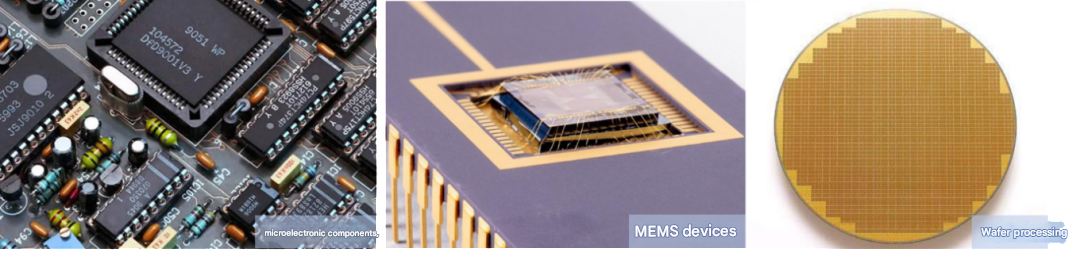
3) Elektronik
In der Mikroelektronik und Halbleiterfertigung wird WJGL aufgrund seiner hohen Präzision und geringen thermischen Belastung häufig für das Wafer-Vereinzeln, die Chip-Gehäusefertigung und die Mikrostrukturierung eingesetzt. Die Wasserkühlung minimiert hitzebedingte Schäden an empfindlichen Bauteilen und verbessert so die Zuverlässigkeit und Leistungsstabilität.
4) Diamantbearbeitung
Für Bauteile aus Diamant und anderen ultraharten Materialien bietet WJGL hochpräzises Schneiden und Bohren mit geringer thermischer Belastung, minimaler mechanischer Spannung, hoher Effizienz und überragender Kanten- und Oberflächenqualität. Im Vergleich zu herkömmlichen mechanischen Verfahren und einigen Lasertechniken ist WJGL oft effektiver, um die Materialintegrität zu erhalten und Defekte zu vermeiden.

Häufig gestellte Fragen zu wasserstrahlgeführten Lasern (WJGL).
1) Was ist wasserstrahlgeführtes Laserschneiden (WJGL)?
WJGL ist ein Laserbearbeitungsverfahren, bei dem der Laserstrahl in einen Mikrowasserstrahl eingekoppelt wird. Der Wasserstrahl dient sowohl als Strahlführungsmedium als auch als Kühl- und Abtragsmedium und ermöglicht so hohe Präzision bei reduzierter thermischer Belastung.
2) Wie funktioniert WJGL?
WJGL nutzt die Totalreflexion an der Wasser-Luft-Grenzfläche. Da Wasser und Luft unterschiedliche Brechungsindizes aufweisen, kann der Laserstrahl in der Wassersäule – ähnlich einer „flüssigen optischen Faser“ – eingeschlossen und geführt und stabil in die Bearbeitungszone geleitet werden.
3) Warum verringert WJGL die Wärmeeinflusszone (WEZ)?
Das kontinuierlich fließende Wasser führt die Wärme aufgrund seiner hohen Wärmekapazität effizient ab. Dadurch wird Wärmestau verhindert und somit die Wärmeeinflusszone, Verformungen und Mikrorisse reduziert.
4) Was sind die Hauptvorteile gegenüber der herkömmlichen Laserbearbeitung?
Zu den wichtigsten Vorteilen gehören typischerweise:
-
Reduzierter oder kein Nachfokussierungsbedarf; geeignet für nicht-planare/3D-Schnitte
-
Gleichmäßigere, parallele Schnittfugenwände und verbesserte Schnittqualität
-
Deutlich geringere thermische Belastung (kleinere Wärmeeinflusszone)
-
Sauberere Verarbeitung: Wasser bindet Partikel und beugt Ablagerungen/Verunreinigungen vor.
-
Geringere Gratbildung: Der Strahl hilft, geschmolzenes Material aus der Schnittfuge auszuwerfen.
Über uns
XKH ist spezialisiert auf die Entwicklung, Produktion und den Vertrieb von Spezialglas und neuen Kristallmaterialien. Unsere Produkte finden Anwendung in der Optoelektronik, der Unterhaltungselektronik und im Militärbereich. Wir bieten optische Saphirkomponenten, Objektivabdeckungen für Mobiltelefone, Keramik, LT, Siliziumkarbid (SiC), Quarz und Halbleiterkristallwafer an. Dank unserer Expertise und modernster Ausrüstung zeichnen wir uns durch die Fertigung von Sonderanfertigungen aus und streben die Position eines führenden Hightech-Unternehmens für optoelektronische Materialien an.

Verwandte Produkte
-
Dia50,8×0,1/0,17/0,2/0,25/0,3mmt Saphir ...
-

6 Zoll 150 mm Siliziumkarbid-SiC-Wafer 4H-N typ...
-
SiO2-Dünnschicht-Thermooxid auf Siliziumwafer (4 Zoll)...
-
Saphirsäule, vollständig poliert, verschleißfest...
-

Epitaktisch auf Saphir gewachsenes Galliumnitrid (GaN)...
-

SiC-Keramik-Spannfutter, Keramik-Saugfüße...