Infrarot-Pikosekunden-Dualplattform-Laserschneidanlage für die Bearbeitung von optischem Glas/Quarz/Saphir



Hauptparameter
| Lasertyp | Infrarot-Pikosekunden |
| Plattformgröße | 700×1200 (mm) |
| 900×1400 (mm) | |
| Schnittdicke | 0,03-80 (mm) |
| Schnittgeschwindigkeit | 0-1000 (mm/s) |
| Schneidkantenbruch | <0,01 (mm) |
| Hinweis: Die Plattformgröße kann individuell angepasst werden. | |
Hauptmerkmale
1. Ultraschnelle Lasertechnologie:
• Kurze Impulse im Pikosekundenbereich (10⁻¹²s) in Kombination mit der MOPA-Abstimmungstechnologie erreichen eine Spitzenleistungsdichte von >10¹² W/cm².
• Die Infrarotwellenlänge (1064 nm) durchdringt transparente Materialien durch nichtlineare Absorption und verhindert so die Oberflächenablation.
• Das proprietäre optische Multifokussystem erzeugt gleichzeitig vier unabhängige Bearbeitungspunkte.
2. Dual-Station-Synchronisationssystem:
• Doppelte Linearmotor-Positioniereinheiten mit Granitbasis (Positioniergenauigkeit: ±1μm).
• Stationsumschaltzeit <0,8s, wodurch parallele "Verarbeitungs-Lade-/Entladevorgänge" ermöglicht werden.
• Unabhängige Temperaturregelung (23±0,5°C) pro Station gewährleistet langfristige Bearbeitungsstabilität.
3. Intelligente Prozesssteuerung:
• Integrierte Materialdatenbank (über 200 Glasparameter) für die automatische Parameteranpassung.
• Die Echtzeit-Plasmaüberwachung passt die Laserenergie dynamisch an (Anpassungsauflösung: 0,1 mJ).
• Der Luftschleierschutz minimiert die Bildung von Mikrorissen an den Rändern (<3μm).
In einem typischen Anwendungsfall, dem Vereinzeln von 0,5 mm dicken Saphirwafern, erreicht das System eine Schnittgeschwindigkeit von 300 mm/s bei Absplitterungsdimensionen von <10 μm, was einer 5-fachen Effizienzsteigerung gegenüber herkömmlichen Methoden entspricht.
Vorteile der Verarbeitung
1. Integriertes Doppelstations-Schneide- und -Spaltungssystem für flexible Bedienung;
2. Die Hochgeschwindigkeitsbearbeitung komplexer Geometrien steigert die Prozessumwandlungseffizienz;
3. Kegelfreie Schneidkanten mit minimalem Ausbrechen (<50μm) und sicherer Handhabung für den Bediener;
4. Nahtloser Übergang zwischen den Produktspezifikationen bei intuitiver Bedienung;
5. Niedrige Betriebskosten, hohe Ausbeute, verbrauchsmittelfreier und umweltfreundlicher Prozess;
6. Keine Entstehung von Schlacke, Abfallflüssigkeiten oder Abwasser bei garantierter Oberflächenintegrität;
Beispielanzeige
Typische Anwendungen
1. Herstellung von Unterhaltungselektronik:
• Präzisionskonturschnitt von 3D-Deckgläsern für Smartphones (R-Winkel-Genauigkeit: ±0,01 mm).
• Mikrobohrungen in Saphir-Uhrengläsern (minimale Öffnung: Ø0,3 mm).
• Fertigstellung der durchlässigen Bereiche aus optischem Glas für Unter-Display-Kameras.
2. Herstellung optischer Komponenten:
• Mikrostrukturbearbeitung für AR/VR-Linsenarrays (Strukturgröße ≥20μm).
• Schrägschnitt von Quarzprismen für Laserkollimatoren (Winkeltoleranz: ±15").
• Profilformung von Infrarotfiltern (Schnittwinkel <0,5°).
3. Halbleitergehäuse:
• Verarbeitung von Glas-Durchkontaktierungen (TGV) auf Wafer-Ebene (Seitenverhältnis 1:10).
• Mikrokanalätzen auf Glassubstraten für mikrofluidische Chips (Ra <0,1μm).
• Frequenzabstimmungsschnitte für MEMS-Quarzresonatoren.
Für die Herstellung optischer Fenster für LiDAR-Systeme in der Automobilindustrie ermöglicht das System das Konturschneiden von 2 mm dickem Quarzglas mit einer Schnittrechtwinkligkeit von 89,5±0,3° und erfüllt damit die Anforderungen an Vibrationstests in Automobilqualität.
Prozessanwendungen
Speziell entwickelt für das Präzisionsschneiden von spröden/harten Materialien, einschließlich:
1.Standardglas und optische Gläser (BK7, Quarzglas);
2. Quarzkristalle und Saphirsubstrate;
3. Gehärtetes Glas und optische Filter
4. Spiegelsubstrate
Geeignet sowohl für Konturschnitte als auch für präzise Innenlochbohrungen (mindestens Ø 0,3 mm).
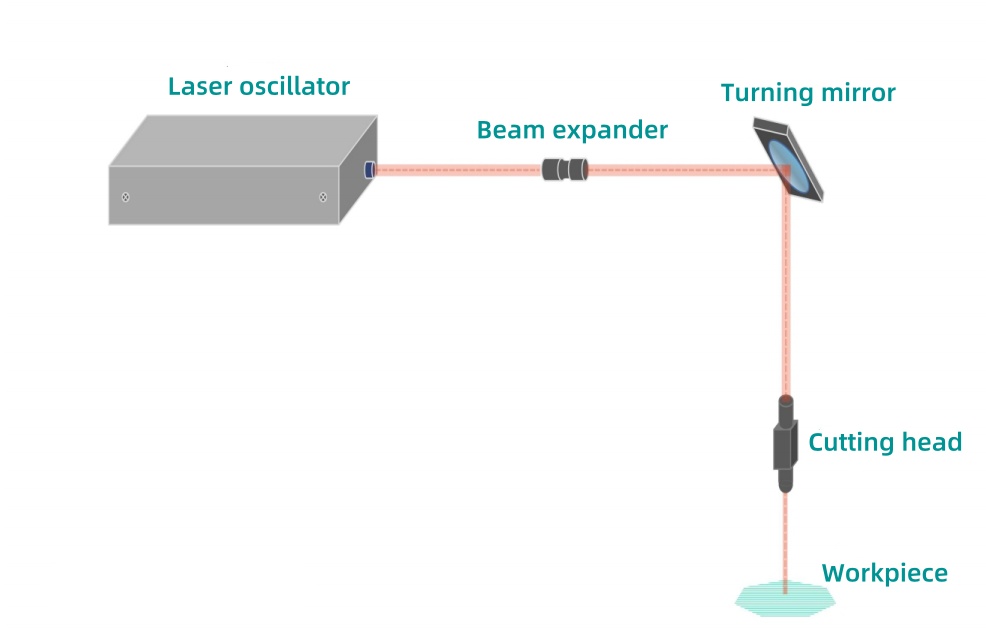
Prinzip des Laserschneidens
Der Laser erzeugt ultrakurze Pulse mit extrem hoher Energie, die innerhalb von Femtosekunden bis Pikosekunden mit dem Werkstück interagieren. Während der Ausbreitung durch das Material stört der Strahl dessen Spannungsstruktur und erzeugt so mikrometergroße Filamentierungslöcher. Optimierte Lochabstände erzeugen kontrollierte Mikrorisse, die in Kombination mit Spalttechnologie eine präzise Trennung ermöglichen.
Vorteile des Laserschneidens
1. Hoher Automatisierungsgrad (kombinierte Schneid-/Spaltfunktion) bei geringem Stromverbrauch und vereinfachter Bedienung;
2. Die berührungslose Verarbeitung ermöglicht einzigartige Möglichkeiten, die mit herkömmlichen Methoden nicht erreichbar sind;
3. Der Betrieb ohne Verbrauchsmaterialien senkt die Betriebskosten und verbessert die ökologische Nachhaltigkeit;
4. Höchste Präzision dank Null-Kegelwinkel und Vermeidung von Sekundärschäden am Werkstück;
XKH bietet umfassende Anpassungsdienstleistungen für seine Laserschneidsysteme an, darunter maßgeschneiderte Plattformkonfigurationen, die Entwicklung spezialisierter Prozessparameter und anwendungsspezifische Lösungen, um den individuellen Produktionsanforderungen verschiedener Branchen gerecht zu werden.