Im Wachstumsprozess hergestellter Saphir-Boule-Ingot-Kristall (KY-Methode)




Detailliertes Diagramm



Überblick
A Saphir-Bouleist ein großer, im Wachstumsprozess entstandener Einkristall aus Aluminiumoxid (Al₂O₃), der als Ausgangsmaterial für Saphirwafer, optische Fenster, verschleißfeste Teile und den Edelsteinschliff dient.Mohs-Härte 9, ausgezeichnete thermische Stabilität(Schmelzpunkt ~2050 °C) undBreitbandtransparenzVon UV bis mittlerem IR ist Saphir das Referenzmaterial, bei dem Haltbarkeit, Reinheit und optische Qualität Hand in Hand gehen müssen.
Wir liefern farblose und dotierte Saphir-Boules, die mit branchenerprobten Züchtungsmethoden hergestellt und für folgende Zwecke optimiert wurden:GaN/AlGaN-Epitaxie, Präzisionsoptik, Undhochzuverlässige Industriekomponenten.
Warum Saphir Boule von uns
-
Kristallqualität an erster Stelle:geringe innere Spannung, geringer Blasen-/Streifenanteil, präzise Orientierungskontrolle für nachfolgende Schneide- und Epitaxieprozesse.
-
Prozessflexibilität:KY/HEM/CZ/Verneuil-Wachstumsoptionen zur Optimierung von Größe, Stress und Kosten für Ihre Anwendung.
-
Skalierbare Geometrie:Zylindrische, karottenförmige oder blockförmige Boules mit individuell angepassten Flächen, Kern-/Endbearbeitungen und Referenzebenen.
-
Nachvollziehbar und wiederholbar:Chargenprotokolle, Metrologieberichte und auf Ihre Spezifikation abgestimmte Akzeptanzkriterien.
Wachstumstechnologien
-
KY (Kyropoulos):Boules mit großem Durchmesser und geringer Spannung; bevorzugt für Epi-Grade-Wafer und Optiken, bei denen es auf die Gleichmäßigkeit der Doppelbrechung ankommt.
-
HEM (Wärmetauschermethode):Ausgezeichnete Temperaturgradienten und Spannungssteuerung; attraktiv für dicke Optiken und hochwertiges Epi-Rohmaterial.
-
CZ (Czochralski):Hohe Kontrolle der Ausrichtung und Reproduzierbarkeit; gute Wahl für gleichmäßiges Schneiden mit hoher Ausbeute.
-
Verneuil (Flammenfusion):Kosteneffizient, hoher Durchsatz; geeignet für allgemeine Optiken, mechanische Teile und Edelsteinrohlinge.
Kristallorientierung, Geometrie und Größe
-
Standardausrichtungen: c-Ebene (0001), a-Ebene (11-20), r-Ebene (1-102), m-Ebene (10-10); Sonderanfertigungen möglich.
-
Genauigkeit der Orientierung:≤ ±0,1° mittels Laue/XRD (genauere Genauigkeit auf Anfrage).
-
Formen:zylindrische oder karottenförmige Boules, quadratische/rechteckige Blöcke und Stäbe.
-
Typische Briefumschlaggröße: Ø30–220 mm, Länge 50–400 mm(Größere/kleinere Größen auf Bestellung gefertigt).
-
End-/Referenzmerkmale:Bearbeitung der Saat-/Endfläche, Referenzflächen/Kerben und Passmarken für die nachfolgende Ausrichtung.
Material- und optische Eigenschaften
-
Zusammensetzung:Einkristallines Al₂O₃, Rohmaterialreinheit ≥ 99,99%.
-
Dichte:~3,98 g/cm³
-
Härte:Mohs 9
-
Brechungsindex (589 nm): nₒ≈ 1,768,nₑ≈ 1,760 (negativ uniaxial; Δn ≈ 0,008)
-
Übertragungsfenster: UV bis ~5 µm(abhängig von Dicke und Verunreinigungen)
-
Wärmeleitfähigkeit (300 K):~25 W·m⁻¹·K⁻¹
-
CTE (20–300 °C):~5–8 × 10⁻⁶ /K (orientierungsabhängig)
-
Elastizitätsmodul:~345 GPa
-
Elektrisch:Hochisolierend (spezifischer Volumenwiderstand typischerweise ≥ 10¹⁴ Ω·cm)
Noten und Optionen
-
Epitaxiegrad:Extrem geringe Blasen-/Streifenbildung und minimierte Spannungsdoppelbrechung bei hochertragreichen GaN/AlGaN MOCVD-Wafern (2–8 Zoll und darüber hinaus stromabwärts).
-
Optische Qualität:Hohe interne Transmission und Homogenität für Fenster, Linsen und IR-Sichtfenster.
-
Allgemein/Mechanisch:Langlebiger, kostenoptimierter Rohstoff für Uhrengläser, Knöpfe, Verschleißteile und Gehäuse.
-
Doping/Farbe:
-
Farblos(Standard)
Cr:Al₂O₃(Rubin),Ti:Al₂O₃(Ti:Saphir) Vorformlinge
Andere Chromophore (Fe/Ti) auf Anfrage
-
Anwendungen
Halbleiter: Substrate für GaN-LEDs, Mikro-LEDs, Leistungs-HEMTs, HF-Bauelemente (Saphirwafer-Rohmaterial).
Optik & Photonik: Hochtemperatur-/Hochdruckfenster, IR-Sichtfenster, Laserresonatorfenster, Detektorabdeckungen.
Consumer & Wearables: Uhrengläser, Kameralinsenabdeckungen, Fingerabdrucksensorabdeckungen, hochwertige Außenteile.
Industrie & Luft- und Raumfahrt: Düsen, Ventilsitze, Dichtungsringe, Schutzfenster und Beobachtungsöffnungen.
Laser-/Kristallwachstum: Ti:Saphir- und Rubin-Wirtskristalle aus dotierten Boules.
Daten auf einen Blick (Typisch, als Referenz)
| Parameter | Wert (typisch) |
|---|---|
| Zusammensetzung | Einkristallines Al₂O₃ (≥ 99,99 % Reinheit) |
| Orientierung | c / a / r / m (kundenspezifisch auf Anfrage) |
| Index @ 589 nm | nₒ≈ 1,768,nₑ≈ 1,760 |
| Übertragungsbereich | ~0,2–5 µm (abhängig von der Dicke) |
| Wärmeleitfähigkeit | ~25 W·m⁻¹·K⁻¹ (300 K) |
| CTE (20–300 °C) | ~5–8 × 10⁻⁶/K |
| Elastizitätsmodul | ~345 GPa |
| Dichte | ~3,98 g/cm³ |
| Härte | Mohs 9 |
| Elektrische | Isolierend; spezifischer Volumenwiderstand ≥ 10¹⁴ Ω·cm |
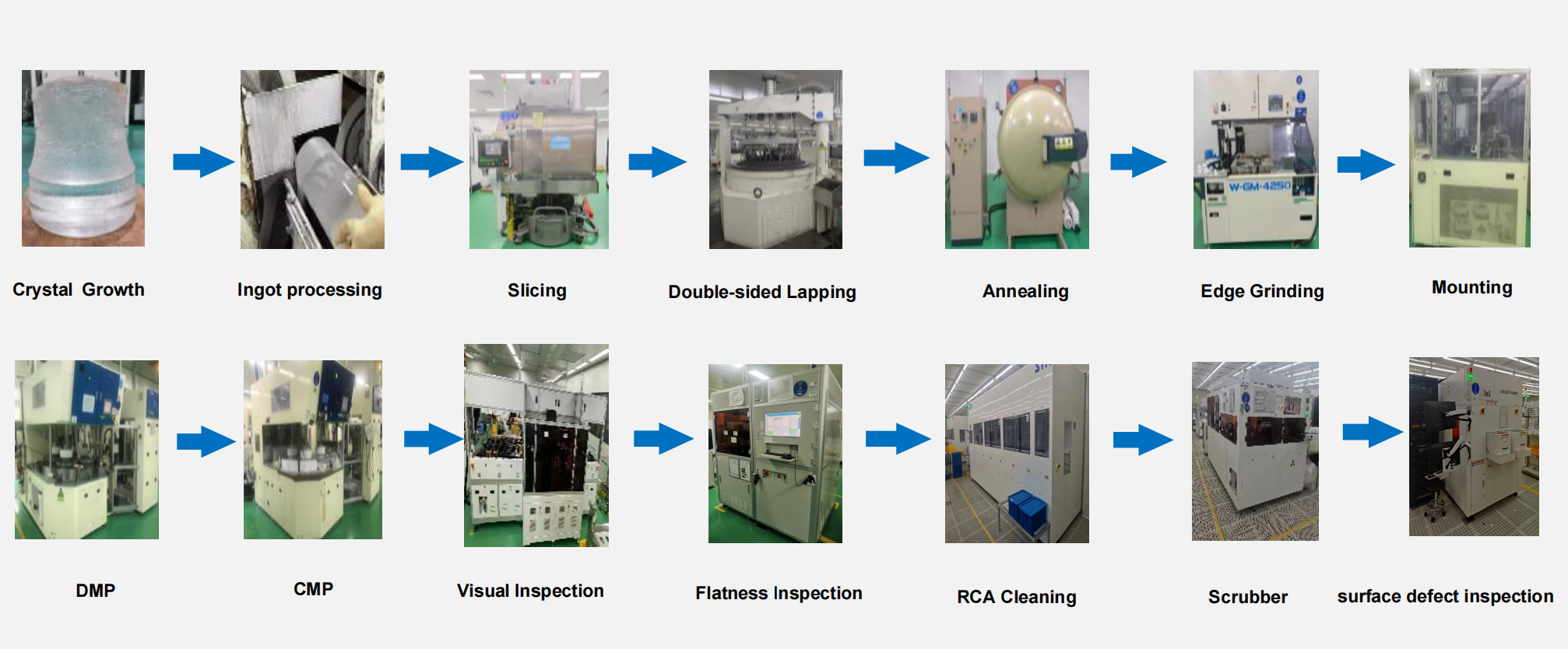
Saphirwafer-Herstellungsprozess
-
Kristallwachstum
Hochreines Aluminiumoxid (Al₂O₃) wird geschmolzen und mithilfe des Verfahrens zu einem einkristallinen Saphirblock gezüchtet.Kyropoulos (KY) or Czochralski (CZ)Verfahren. -
Barrenverarbeitung
Der Rohling wird in eine Standardform bearbeitet – Beschnitt, Durchmesserformung und Stirnflächenbearbeitung. -
Schneiden
Der Saphirbarren wird mithilfe einesDiamantdrahtsäge. -
Doppelseitiges Überlappen
Beide Seiten des Wafers werden geläppt, um Sägespuren zu entfernen und eine gleichmäßige Dicke zu erzielen. -
Glühen
Die Wafer werden wärmebehandelt, uminnerlichen Stress abbauenund die Kristallqualität und Transparenz verbessern. -
Kantenschleifen
Die Waferkanten sind abgeschrägt, um Absplitterungen und Risse bei der Weiterverarbeitung zu vermeiden. -
Montage
Zur präzisen Politur und Inspektion werden die Wafer auf Träger oder Halterungen montiert. -
DMP (Doppelseitiges mechanisches Polieren)
Die Waferoberflächen werden mechanisch poliert, um die Oberflächenglätte zu verbessern. -
CMP (Chemisch-Mechanisches Polieren)
Ein Feinpolierschritt, der chemische und mechanische Prozesse kombiniert, um einespiegelähnliche Oberfläche. -
Sichtprüfung
Bediener oder automatisierte Systeme prüfen auf sichtbare Oberflächenfehler. -
Ebenheitsprüfung
Ebenheit und Dickengleichmäßigkeit werden gemessen, um Maßgenauigkeit zu gewährleisten. -
RCA-Reinigung
Durch eine Standard-Chemikalienreinigung werden organische, metallische und partikuläre Verunreinigungen entfernt. -
Scheuermittelreinigung
Durch mechanisches Schrubben werden verbleibende mikroskopische Partikel entfernt. -
Oberflächenfehlerprüfung
Die automatisierte optische Inspektion erkennt Mikrodefekte wie Kratzer, Vertiefungen oder Verunreinigungen.
-
Kristallwachstum
Hochreines Aluminiumoxid (Al₂O₃) wird geschmolzen und mithilfe des Verfahrens zu einem einkristallinen Saphirblock gezüchtet.Kyropoulos (KY) or Czochralski (CZ)Verfahren. -
Barrenverarbeitung
Der Rohling wird in eine Standardform bearbeitet – Beschnitt, Durchmesserformung und Stirnflächenbearbeitung. -
Schneiden
Der Saphirbarren wird mithilfe einesDiamantdrahtsäge. -
Doppelseitiges Überlappen
Beide Seiten des Wafers werden geläppt, um Sägespuren zu entfernen und eine gleichmäßige Dicke zu erzielen. -
Glühen
Die Wafer werden wärmebehandelt, uminnerlichen Stress abbauenund die Kristallqualität und Transparenz verbessern. -
Kantenschleifen
Die Waferkanten sind abgeschrägt, um Absplitterungen und Risse bei der Weiterverarbeitung zu vermeiden. -
Montage
Zur präzisen Politur und Inspektion werden die Wafer auf Träger oder Halterungen montiert. -
DMP (Doppelseitiges mechanisches Polieren)
Die Waferoberflächen werden mechanisch poliert, um die Oberflächenglätte zu verbessern. -
CMP (Chemisch-Mechanisches Polieren)
Ein Feinpolierschritt, der chemische und mechanische Prozesse kombiniert, um einespiegelähnliche Oberfläche. -
Sichtprüfung
Bediener oder automatisierte Systeme prüfen auf sichtbare Oberflächenfehler. -
Ebenheitsprüfung
Ebenheit und Dickengleichmäßigkeit werden gemessen, um Maßgenauigkeit zu gewährleisten. -
RCA-Reinigung
Durch eine Standard-Chemikalienreinigung werden organische, metallische und partikuläre Verunreinigungen entfernt. -
Scheuermittelreinigung
Durch mechanisches Schrubben werden verbleibende mikroskopische Partikel entfernt. -
Oberflächenfehlerprüfung
Die automatisierte optische Inspektion erkennt Mikrodefekte wie Kratzer, Vertiefungen oder Verunreinigungen.
Saphir-Boule (Einkristall-Al₂O₃) — FAQ
Frage 1: Was ist eine Saphir-Boule?
A: Ein im Wachstumsprozess entstandener Einkristall aus Aluminiumoxid (Al₂O₃). Er dient als Ausgangsmaterial für die Herstellung von Saphirwafern, optischen Fenstern und verschleißfesten Bauteilen.
Frage 2: In welchem Verhältnis steht eine Boule zu Oblaten oder Fenstern?
A: Der Rohling wird orientiert → geschnitten → geläppt → poliert, um Epitaxie-Wafer oder optische/mechanische Bauteile herzustellen. Die Gleichmäßigkeit des Rohlings hat einen starken Einfluss auf die nachfolgende Ausbeute.
Frage 3: Welche Anbaumethoden stehen zur Verfügung und wie unterscheiden sie sich?
A: KY (Kyropoulos)UndSAUMHoher Ertraggeringer StressBoules – bevorzugt für Epitaxie und High-End-Optik.CZ (Czochralski)bietet hervorragendeOrientierungskontrolleund Chargenkonstanz.Verneuil (Flammenfusion) is kosteneffizientfür allgemeine Optik und Edelsteinrohlinge.
Frage 4: Welche Ausrichtungen bieten Sie an? Welche Genauigkeit ist typisch?
A: c-Ebene (0001), a-Ebene (11-20), r-Ebene (1-102), m-Ebene (10-10)und Zollbestimmungen. Die Genauigkeit der Orientierung ist typischerweise≤ ±0,1°verifiziert durch Laue/XRD (auf Anfrage genauer).
Optische Kristalle mit verantwortungsvollem, hauseigenem Abfallmanagement
Alle unsere Saphir-Boules werden nach folgenden Standards gefertigt:optische QualitätWir gewährleisten hohe Transmission, enge Homogenität und geringe Dichte an Einschlüssen, Blasen und Versetzungen für anspruchsvolle Optik- und Elektronikanwendungen. Kristallorientierung und Doppelbrechung werden vom Impfkristall bis zum fertigen Kristall kontrolliert, mit vollständiger Chargenrückverfolgbarkeit und gleichbleibender Qualität über alle Produktionsläufe hinweg. Abmessungen, Orientierungen (c-, a- und r-Ebene) und Toleranzen können an Ihre nachfolgenden Bearbeitungsanforderungen angepasst werden.
Wichtig ist, dass jedes Material, das die Spezifikationen nicht erfüllt,Die gesamte Verarbeitung erfolgt im eigenen Haus.Durch einen geschlossenen Kreislauf – sortiert, recycelt und verantwortungsvoll entsorgt – erhalten Sie zuverlässige Qualität ohne zusätzlichen Aufwand bei Handhabung und Einhaltung von Vorschriften. Dieser Ansatz reduziert Risiken, verkürzt Lieferzeiten und unterstützt Ihre Nachhaltigkeitsziele.
| Gewichtsband für Barren (kg) | 2″ | 4″ | 6″ | 8″ | 12″ | Anmerkungen |
|---|---|---|---|---|---|---|
| 10–30 | Geeignet | Geeignet | Eingeschränkt/möglich | Nicht typisch | Nicht verwendet | Kleinformatiges Schneiden; 6″ abhängig vom nutzbaren Durchmesser/der nutzbaren Länge. |
| 30–80 | Geeignet | Geeignet | Geeignet | Eingeschränkt/möglich | Nicht typisch | Breites Einsatzspektrum; gelegentlich 8-Zoll-Pilotprojekte. |
| 80–150 | Geeignet | Geeignet | Geeignet | Geeignet | Nicht typisch | Gute Balance für die Produktion von 6–8″-Filmen. |
| 150–250 | Geeignet | Geeignet | Geeignet | Geeignet | Limited/F&E | Unterstützt erste Versuche mit 12 Zoll und engen Spezifikationen. |
| 250–300 | Geeignet | Geeignet | Geeignet | Geeignet | Beschränkt/genau spezifiziert | Hohe Auflage von 8″-Singles; ausgewählte 12″-Singles. |
| >300 | Geeignet | Geeignet | Geeignet | Geeignet | Geeignet | Grenzbereich; 12 Zoll realisierbar bei strenger Gleichmäßigkeits-/Ertragskontrolle. |

Verwandte Produkte
-

Al2O3 99,999 % Saphir-Sonderklinge transparent...
-

8 Zoll 200 mm Saphirsubstrat Saphirwafer ...
-

2-Zoll-Siliziumkarbidsubstrat 6H-N doppelseitig...
-

Violettes Saphir-Al2O3-Material in Lila-Farbe für...
-
8-Zoll-SiC-Wafer in Produktionsqualität, 4H-N-SiC-Substrat...
-

Hochharter, durchscheinender Saphir-Einkristall...