Infrarot-Nanosekundenlaser-Bohranlage für Glasbohrungen mit einer Dicke von ≤ 20 mm



Hauptparameter
| Lasertyp | Infrarot-Nanosekunden |
| Plattformgröße | 800*600 (mm) |
|
| 2000 x 1200 mm |
| Bohrdicke | ≤20 (mm) |
| Bohrgeschwindigkeit | 0-5000 (mm/s) |
| Bohrkantenbruch | <0,5 (mm) |
| Hinweis: Die Plattformgröße kann individuell angepasst werden. | |
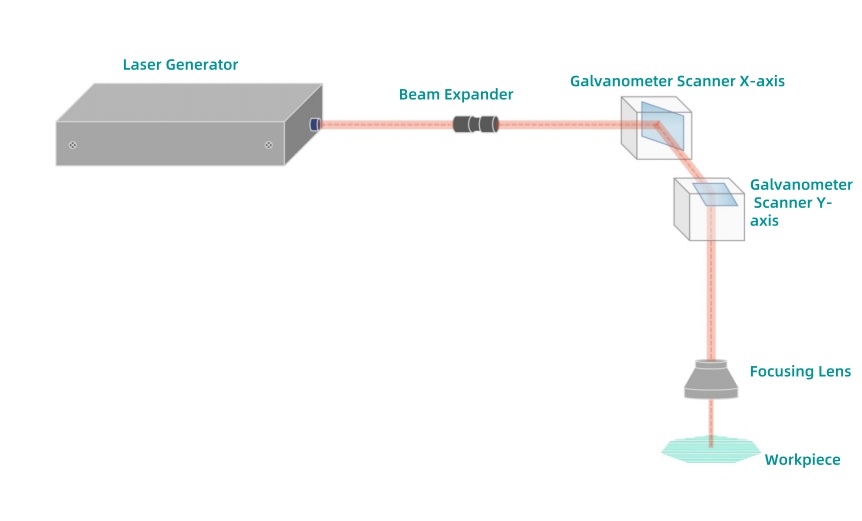
Laserbohrprinzip
Der Laserstrahl wird optimal auf die Werkstückdicke fokussiert und tastet anschließend vordefinierte Pfade mit hoher Geschwindigkeit ab. Durch die Wechselwirkung mit dem hochenergetischen Laserstrahl wird das Zielmaterial Schicht für Schicht abgetragen, wodurch Schnittkanäle entstehen. So wird eine präzise Perforation (kreisförmig, quadratisch oder komplex) mit kontrollierter Materialtrennung erreicht.
Vorteile des Laserbohrens
• Hoher Automatisierungsgrad bei minimalem Stromverbrauch und vereinfachter Bedienung;
• Die berührungslose Bearbeitung ermöglicht uneingeschränkte Mustergeometrien, die über herkömmliche Methoden hinausgehen;
• Der Betrieb ohne Verbrauchsmaterialien senkt die Betriebskosten und verbessert die ökologische Nachhaltigkeit;
• Höchste Präzision bei minimalem Kantenausbruch und Vermeidung von Sekundärschäden am Werkstück;
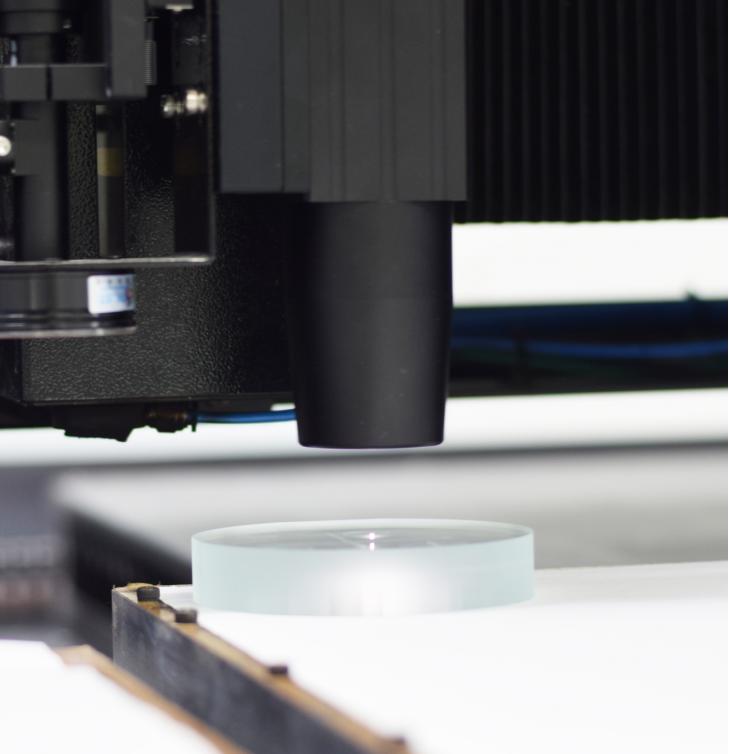

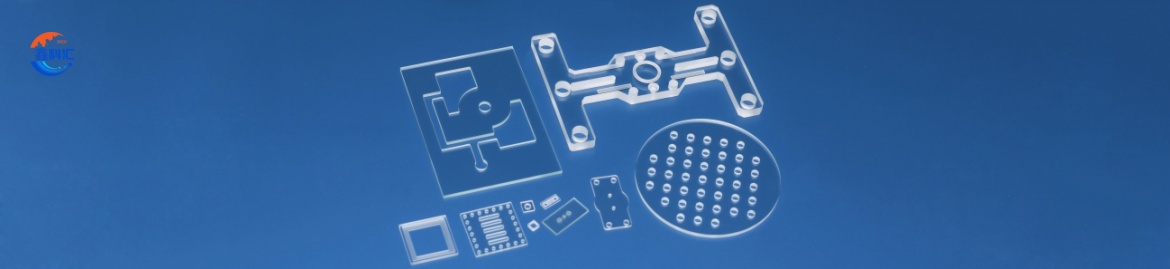
Beispielanzeige
Prozessanwendungen
Das System ist für die Präzisionsbearbeitung spröder/harter Werkstoffe konzipiert und umfasst Bohren, Nutenfräsen, Filmentfernung und Oberflächenstrukturierung. Typische Anwendungsgebiete sind:
1. Bohren und Ausklinken von Duschkabinentürkomponenten
2. Präzisionsperforation von Geräteglasscheiben
3. Solarpanel durch Bohren
4. Perforation der Schalter-/Steckdosenabdeckung
5. Entfernung der Spiegelbeschichtung durch Bohren
6. Kundenspezifische Oberflächenstrukturierung und Rillenbildung für Spezialprodukte
Vorteile der Verarbeitung
1. Die großformatige Plattform eignet sich für unterschiedliche Produktabmessungen in verschiedenen Branchen.
2. Komplexe Konturbohrungen in einem Arbeitsgang erreicht
3. Minimale Kantenausbrüche bei hervorragender Oberflächengüte (Ra <0,8 μm)
4. Nahtloser Übergang zwischen Produktspezifikationen mit intuitiver Bedienung
5. Kosteneffizienter Betrieb mit folgenden Merkmalen:
• Hohe Ertragsraten (>99,2 %)
• Verbrauchsmaterialfreie Verarbeitung
• Null Schadstoffemissionen
6. Berührungslose Bearbeitung gewährleistet den Erhalt der Oberflächenintegrität.
Hauptmerkmale
1. Präzisions-Wärmemanagementtechnologie:
• Nutzt ein progressives Mehrpuls-Bohrverfahren mit einstellbarer Einzelpulsenergie (0,1–50 mJ)
• Das innovative seitliche Luftschleier-Schutzsystem begrenzt die Wärmeeinflusszone auf maximal 10 % des Lochdurchmessers
• Das Echtzeit-Infrarot-Temperaturüberwachungsmodul kompensiert automatisch die Energieparameter (±2% Stabilität)
2. Intelligente Verarbeitungsplattform:
• Ausgestattet mit einem hochpräzisen Linearmotortisch (Wiederholgenauigkeit: ±2 μm)
• Integriertes Bildverarbeitungssystem (5-Megapixel-CCD, Erkennungsgenauigkeit: ±5 μm)
• Vorinstallierte Prozessdatenbank mit optimierten Parametern für über 50 Glasarten
3. Hocheffizientes Produktionsdesign:
• Zweistations-Wechselbetrieb mit einer Materialwechselzeit von ≤3 Sekunden
• Standardbearbeitungszyklus von 1 Loch/0,5 Sek. (Ø 0,5 mm Durchgangsloch)
• Modulare Bauweise ermöglicht schnellen Austausch der Fokussierlinsen (Verarbeitungsbereich: Φ0,1–10 mm)
Anwendungen in der Verarbeitung spröder, harter Werkstoffe
| Materialart | Anwendungsszenario | Verarbeitungsinhalte |
| Natronkalkglas | Duschtüren | Befestigungslöcher und Entwässerungskanäle |
| Bedienfelder für Haushaltsgeräte | Entwässerungslochreihen | |
| Gehärtetes Glas | Backofen-Sichtfenster | Belüftungslochanordnungen |
| Induktionskochfelder | Abgewinkelte Kühlkanäle | |
| Borosilikatglas | Solarpaneele | Befestigungslöcher |
| Laborgeräte aus Glas | Maßgefertigte Entwässerungskanäle | |
| Glaskeramik | Kochfeldoberflächen | Brennerpositionierungslöcher |
| Induktionskochfelder | Anordnung der Sensorbefestigungslöcher | |
| Saphir | Schutzhüllen für Smartphones | Belüftungslöcher |
| Industrielle Sichtfenster | Verstärkte Löcher | |
| Beschichtetes Glas | Badezimmerspiegel | Befestigungslöcher (Beschichtung entfernen + bohren) |
| Vorhangfassaden | Low-E-Glas, verdeckte Ablauflöcher | |
| Keramikglas | Schalter-/Steckdosenabdeckungen | Sicherheitsschlitze + Kabeldurchführungen |
| Brandschutzbarrieren | Notdruckentlastungsöffnungen |
XKH bietet umfassenden technischen Support und Mehrwertdienste für Infrarot-Nanosekundenlaser-Glasbohranlagen, um deren optimale Leistung über den gesamten Lebenszyklus hinweg zu gewährleisten. Wir bieten kundenspezifische Prozessentwicklung, bei der unser Ingenieurteam eng mit den Kunden zusammenarbeitet, um materialspezifische Parameterbibliotheken zu erstellen. Dazu gehören auch spezielle Bohrprogramme für anspruchsvolle Materialien wie Saphir und gehärtetes Glas mit Dickenvariationen von 0,1 mm bis 20 mm. Zur Produktionsoptimierung führen wir Kalibrierungs- und Leistungsvalidierungstests vor Ort durch und stellen sicher, dass kritische Kennzahlen wie die Toleranz des Lochdurchmessers (±5 μm) und die Kantenqualität (Ra < 0,5 μm) den Industriestandards entsprechen.
Verwandte Produkte
-
Saphirgrün für Edelstein olivgrün künstlich...
-
Industrielle Anwendungen von Saphirstäben ...
-

Synthetischer Kirschblüten-Rosa-Saphir-Edelstein...
-

Saphir-Stabzylinder, konisches Ende, konische Stäbe
-

Saphir-Optikprisma Hohe Transmission und Re...
-

Optisches Glas, Prisma, DSP, kundenspezifische Größe, 99,999...